01 支持生产周期计算的三个关键数值
第一个数据是瓶颈的CT时间:只要产品是经过多道工序加工的,必然有一道工序产能最低,这道工序就是生产瓶颈。瓶颈工序加工一件产品的循环时间(Cycle Time)称之为瓶颈CT。 计算生产周期,只需要知道瓶颈CT即可,非瓶颈工序的循环时间不用考虑。 第二个数据是生产全过程的中间在制品数量,包括正在设备上加工的和等待被加工物料。工序间物料转运的频次越高,中间在制品数量就越少,生产周期就越短。极限是一个流的生产,即每道工序之间只存在一个中间在制品(连续流布局)。 图一的中间在制数量为15.图二的数量为10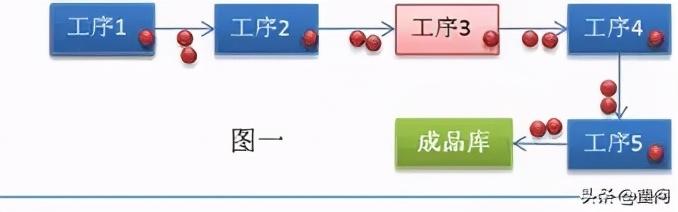

02 企业内部制造过程的周期计算
前面的三个数据我们可以得出一个理论公式,即: 内部制造理论周期=中间在制数量*CT+(订单数-1)*CT 在实际生产中,会存在各种异常情况,包括:质量异常、人员异常、物流停顿、设备异常等等,因此实际周期不会符合理论计算。 为了获得与实际运行接近的数据,需要在理论计算的基础上增加一个基于异常的时间宽放量,即: 内部制造周期=中间在制数量*CT+(订单数-1)*CT+异常宽放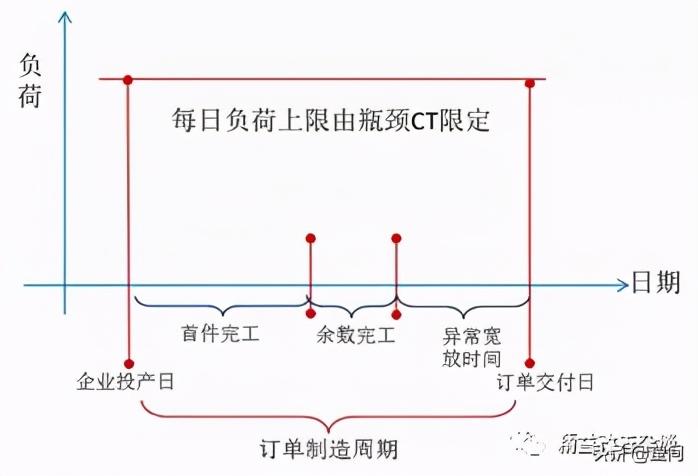
03 订单制造周期的计算
为了正常生产,企业需要进行生产准备(原辅料到位、工辅夹具到位、技术资料到位),这就需要给生产准备工作一个前置时间,这个时间必须锁定,且为了提高准交率,对生产准备工作的改善也是非常重要的。 如果企业有原料库存,锁定时间就是生产准备时间。 如果企业的原料,需要供应商定制,那么锁定期就是供应商的生产周期。 为了按期完成订单,工作的起始点不是投产日,而是计划锁定开始日期。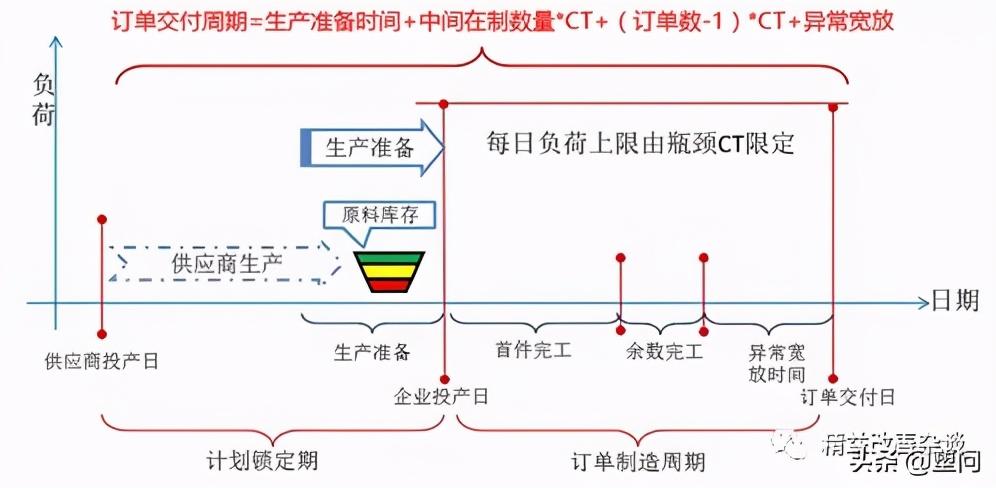
04 结语
给朋友们介绍的计算方法是用的加法法则,先设定系统的状态,然后计算理论时间,再增加异常的宽放时间。这样计算,始终会洞悉需要改善的差距。 如果企业基础管理比较薄弱,也可以用减法法则,即基于以前订单的实际周期,减去一部分作为周期改善的目标。 无论加法还是减法,跟朋友们沟通的计算方式都是引领改善的着眼点。 还有一个疑问,投产日期是否还需要考虑当下瓶颈工序的生产任务?声明:本文由网站用户竹子发表,超梦电商平台仅提供信息存储服务,版权归原作者所有。若发现本站文章存在版权问题,如发现文章、图片等侵权行为,请联系我们删除。